Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок

Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих — технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.

Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start — что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick — автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force — увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.

В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Статья для вас: 10 лучших масок для сварщика: обзор, фото, цена. ТОП 10 лучших сварочных электродов.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место. Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам.
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.

В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Методики дуговой сварки — способы сваривания
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.

Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Вариант #1: нижние стыковые соединения
Самый распространенный и простой способ соединения деталей. При толщине металла до 0,8 см используется двусторонняя сварка. Для соединений из металла тоньше 0,4 см выполняется только односторонняя сварка.
Для работы выбираются электроды, диаметр которых равен толщине металла. Если она превышает 8 мм, сварку проводится с разделкой кромок. При этом угол разделки составляет порядка 30°.
Сварка выполняется в несколько проходов. Желательно использовать съемные подкладки из стали или меди во избежание прожогов. Первый проход выполняют электродом малого диаметра, не более 4 мм.
В процессе выполнения первого шва очень важна его точность и глубина провара. После его наложения за кромками не должно быть проплавленного металла.
Для второго и всех последующих проходов используют электродные стержни большего диаметра. Их выбирают для качественного заполнения выемки, образовавшейся между кромками.
Электрод медленно двигают вдоль шва, выполняя при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
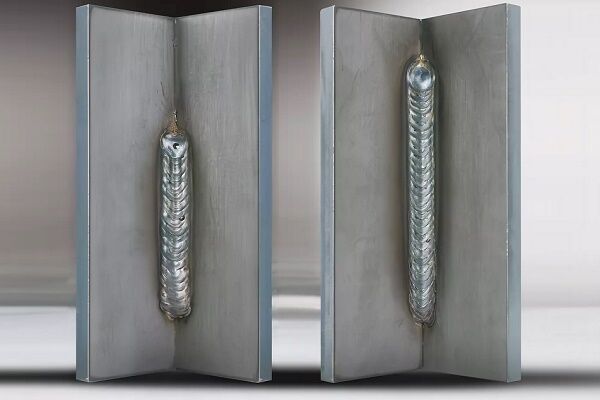
Вариант #2: нижние угловые соединения
Опытные сварщики утверждают, что хороших результатов можно добиться, если сваривать углы «в лодочку». Это означает, что соединяемые детали устанавливаются под углом в 45° или другим.
Таким образом обеспечивается максимально качественное проплавление стенок изделия, а опасность подреза и непровара уменьшается. Такой способ сварки позволяет за один проход наплавлять швы большого сечения.

Различают два вида сварки «в лодочку» – в симметричную и в несимметричную:
- Наклон деталей составляет 45°. Вероятность наплывов или подрезов одной из стенок минимальна. Сварку обратной и прямой полярности проводят на максимальных значениях тока. При проведении обратной по полярности сварки длина электрической дуги должна быть минимальной.
- Наклон деталей под углом в 60° или 30° — несимметричная «лодочка». Такой вариант очень удобен, если работы выполняют в труднодоступных местах, поскольку амплитуда движения электрода невелика. Сварщик направляет дугу в самый корень шва, при этом нужно следить, чтобы она не вышла за пределы будущего шва. Также не разрешается наплавлять за один проход слишком большое количество металла.
Угловые соединения могут быть таврового типа, поэтому необходимо научиться, как правильно и без ошибок сваривать металл электросваркой в несколько проходов.
Использование одного прохода возможно только в том случае, когда свариваются простые конструкции со сторонами, которые образуют угол 45° при угловом шве. Диаметр электрода в этом случае не может превышать толщину металла больше, чем на 0,15-0,3 см.
Стандартная многопроходовая тавровая сварка выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем те, что выбраны для последующих проходов. Например, используется электрод, размеры которого варьируются в пределах от 0,4 до 0,6 см.

Сварка проводится плавно, без поперечных колебательных движений. При выполнении остальных проходов они обязательно выполняются. Важно, чтобы амплитуда колебаний находилась в пределах допустимой ширины шва.
Еще один значимый момент. При выполнении тавровой сварки углового соединения электрическую дугу следует всегда поджигать на полке, расположенной горизонтально.
При выполнении своими руками электросварки углов можно применять нахлесточный тип соединения. В этом случае свариваемые детали располагаются одна на другой с нахлестом. Дуга при прямой по полярности сварке должна быть короткой, при обратной – максимально короткой. Направляют дугу точно в корень соединения.
В процессе сваривания необходимо выполнять электродом небольшие по амплитуде возвратно-поступательные движения. Таким образом удастся равномерно разогреть всю область соединения. В этом случае сварочная ванна равномерно наполнится, и шов получится выпуклый и полноразмерный.
Вариант #3: вертикальные швы
Швы, направленные вертикально, выполняют только короткой дугой. Рабочая сила тока при этом должна быть на 10%-20% меньше, чем в процессе выполнения сваривания деталей в нижнем положении. Эти требования легко объяснимы.
Меньшая сила тока предполагает, что расплавленный жидкий металл не станет стекать из сварочной ванны. Меньшая по размеру дуга более удобна в работе.

Опытные сварщики предпочитают варить вертикальные швы по направлению снизу вверх. Дугу поджигают в самой нижней точке будущего шва. После чего готовят небольшую горизонтально расположенную площадку, размеры которой соответствуют сечению будущего шва.
Затем медленно продвигают электродный стержень вверх. При этом обязательно выполняются движения поперек соединения.
Они могут быть в виде елочки, угла или полумесяца. Последний вариант наиболее прост в выполнении. Кроме того, важно соблюдать правильное положение электрода. Теоретически лучше всего выполняется провар, если стержень расположен перпендикулярно шву, то есть горизонтально.
Стыковые сварные швы характеризуются по следующим критериям:
Практика показывает, что в таком положении электродного стержня жидкий металл стекает по шву. Чтобы этого избежать, угол наклона стержня выбирают в пределах 45°-50°. Это оптимальный при вертикальной сварке вариант. Для сваривания деталей в направлении снизу вверх выбирают электроды, диаметр которых не превышает 0,4 см.
Вариант #4: детали трубопровода
В домашних условиях часто приходится вспоминать, как заваривать электросваркой металлическую трубу. Сбоку детали обычно выполняется вертикальный шов, по окружности – горизонтальный. Трубы из стали сваривают встык. Все кромки обязательно хорошо провариваются.
Для того чтобы наплывы внутри трубы были минимальны, электрод подносят к изделию под углом не больше 45°. Ширина шва должна составить 0,6-0,8 см, высота – 0,2-0,3 см.

Перед началом сварочных работ соединяемые детали тщательно очищаются. Осматриваются торцы трубы. Если они деформированы, их выправляют или обрезают с помощью трубореза. Затем зачищают до металлического блеска кромки деталей изнутри и снаружи на расстояние как минимум 1 см от края. Затем приступают к сварке.
Стык сваривают не прерываясь до тех пор, пока он полностью не заварится. Для неповоротных стыков труб со стенками шириной до 0,6 мм выполняется два сварочных прохода, для изделий со стенками шириной от 0,6 до 1,2 см – три прохода, для деталей со стенками шире 1,9 см – четыре прохода.
При этом каждый последующий шов накладывается только после того, как с предыдущего снята окалина.
Наиболее важно качество первого шва. В процессе его выполнения должны полностью расплавиться все притупления и кромки. Трещин, даже самых маленьких, быть не должно. Если они есть, их выплавляют либо вырубают. После чего фрагмент снова заваривается. Аналогично выполняется сварка поворотных труб.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Дополнительная информация по свариванию вертикальных и горизонтальных швов электросваркой представлена в этой статье.
Выводы и полезное видео по теме
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
У вас есть личный опыт соединения деталей с помощью электросварки? Хотите поделиться накопленными знаниями или задать вопросы по теме? Пожалуйста, оставляйте комментарии и участвуйте в обсуждениях – форма для отзывов расположена ниже.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Спасибо! Много полезного узнал для себя. Как правильно производить сварку квадратных труб под углом 90?
Полезное видео, на мой взгляд, особенно для делитантов.
Спасибо! Очень интересно было ознакомиться.
Спасибо за информацию
Добрый день! Извините, что обращаюсь без всякого представления со стороны, но вариантов нет…. Прошу ответить на вопрос. В сварочных работах и понятиях — полный ноль. Но время такое, что приходится браться за все. Возникла необходимость сваривать тонкий (1 — 2 мм) черный металл. Давно лежит подаренное итальянское чудо Deca STARFLUX 130AC. Выход на флюсовую проволоку прямо с трансформатора… Это нормально? Как им правильно работать? Спасибо….